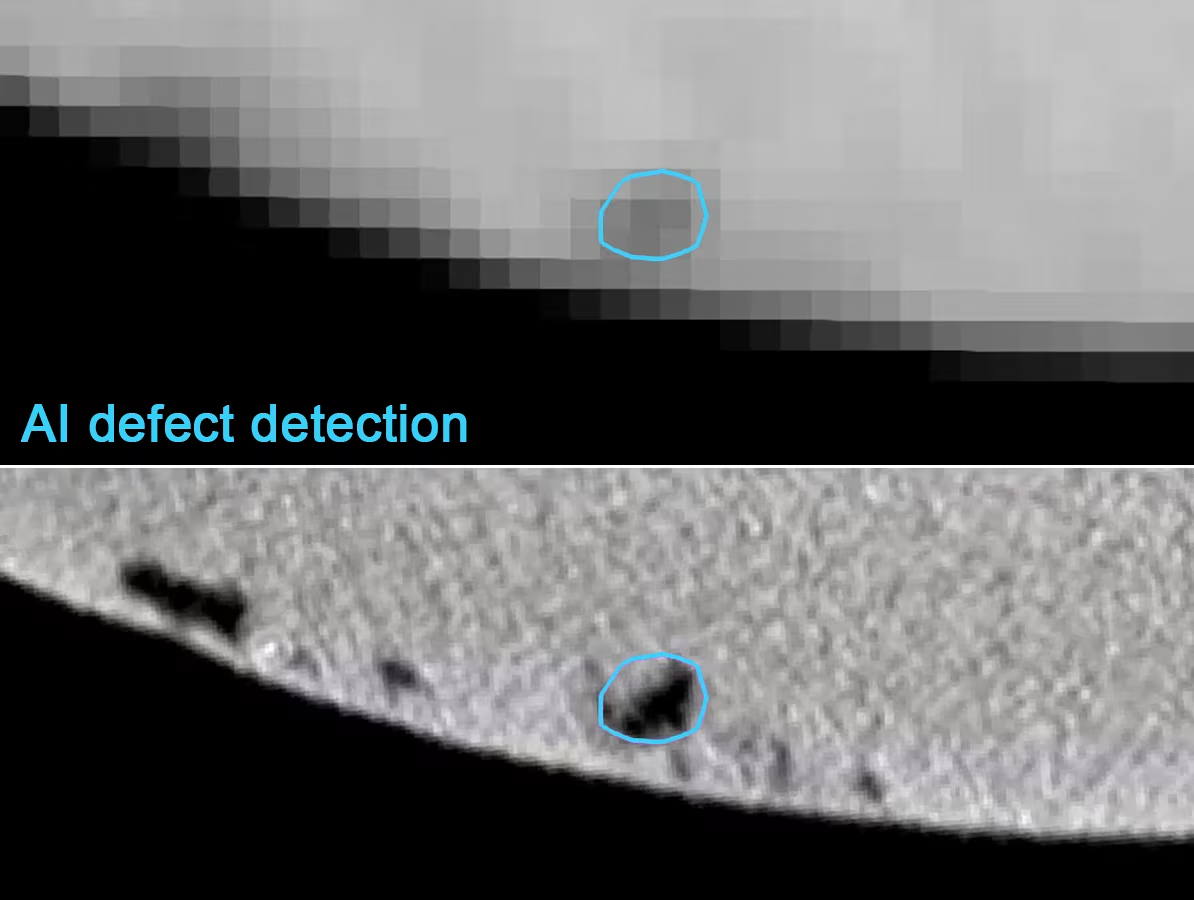
In een vorige case study onderzochten we hoe deep learning kan worden ingezet om defecten automatisch te segmenteren — een essentiële eerste stap richting een accurate kwaliteitscontrole.
In deze case richten we ons op de volgende stap, namelijk het kwantitatief meten en classificeren van deze defecten. We bespreken gangbare standaardtools die in de meeste softwarepakketten beschikbaar zijn, en gaan daarnaast dieper in op het ontwikkelen van zeer specifieke inspecties via scripting. Of dergelijke maatwerkoplossingen nodig zijn, hangt af van de specificaties van het te analyseren onderdeel.
Standaard porosity metrics
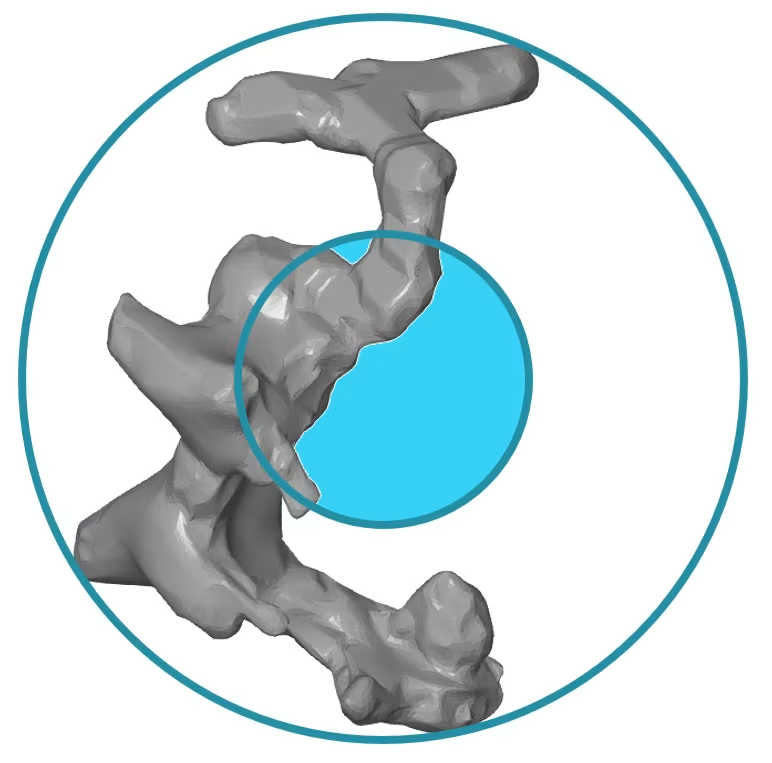
Aan de rechterzijde is een voorbeeld te zien van een defect dat uit een CT-scan met zeer hoge resolutie werd gesegmenteerd. Om dit defect nauwkeurig te karakteriseren, biedt de software verschillende standaard metrics aan.
- Volume – bv. 0,0003496 mm³
- Dit spreekt voor zich en geeft het volume van elk individueel defect weer. Het nadeel is dat dit meestal over zeer kleine getallen gaat en dat deze wat moeilijker te interpreteren zijn.
- Equivalent Diameter – bv. 0,087 mm
- Dit geeft de diameter weer van een sfeer met hetzelfde volume als het defect en dit getal kan je je wat makkelijker visueel voorstellen.
- Defect Diameter
- De kleinst mogelijke of omsluitende sfeer die het volledige defect omsluit.
- Compactness
- Dit geeft de ratio weer van het volume van het defect tov. het volume van de omsluitende sfeer.
- Sphericity
- Dit geeft de ratio weer van het oppervlak van het defect tov. het oppervlak van de sfeer met hetzelfde volume.
Visualisatie van defecteigenschappen
Elk individueel defect kan worden gekarakteriseerd aan de hand van één of meerdere van de beschikbare standaardmetingen. De meeste softwarepakketten bieden bovendien de mogelijkheid om deze data visueel weer te geven in de vorm van een kleurenplot. Daarbij krijgt elk defect een kleur toegekend op basis van zijn specifieke waarde binnen een geselecteerde metriek, zoals volume of sfericiteit. Dit maakt het eenvoudig om in één oogopslag trends, afwijkingen of kritieke zones te identificeren.

Diezelfde data kan je ook weergeven in grafiekvorm.

Overzicht van alle defecten
In een typisch meetrapport gaan we meestal een duidelijk samenvattend overzicht weergeven van de gevonden defecten. In het geval van deze manifold worden er in totaal 29.070 defecten gevonden, waarvan er volgens de specificaties 116 groter zijn dan 0,1 mm. Op de twee aanzichten hieronder zijn enkel deze grotere defecten gevisualiseerd en dit stelt je in staat om snel te zien waar deze juist allemaal voorkomen.

Geavanceerde metingen op defecten
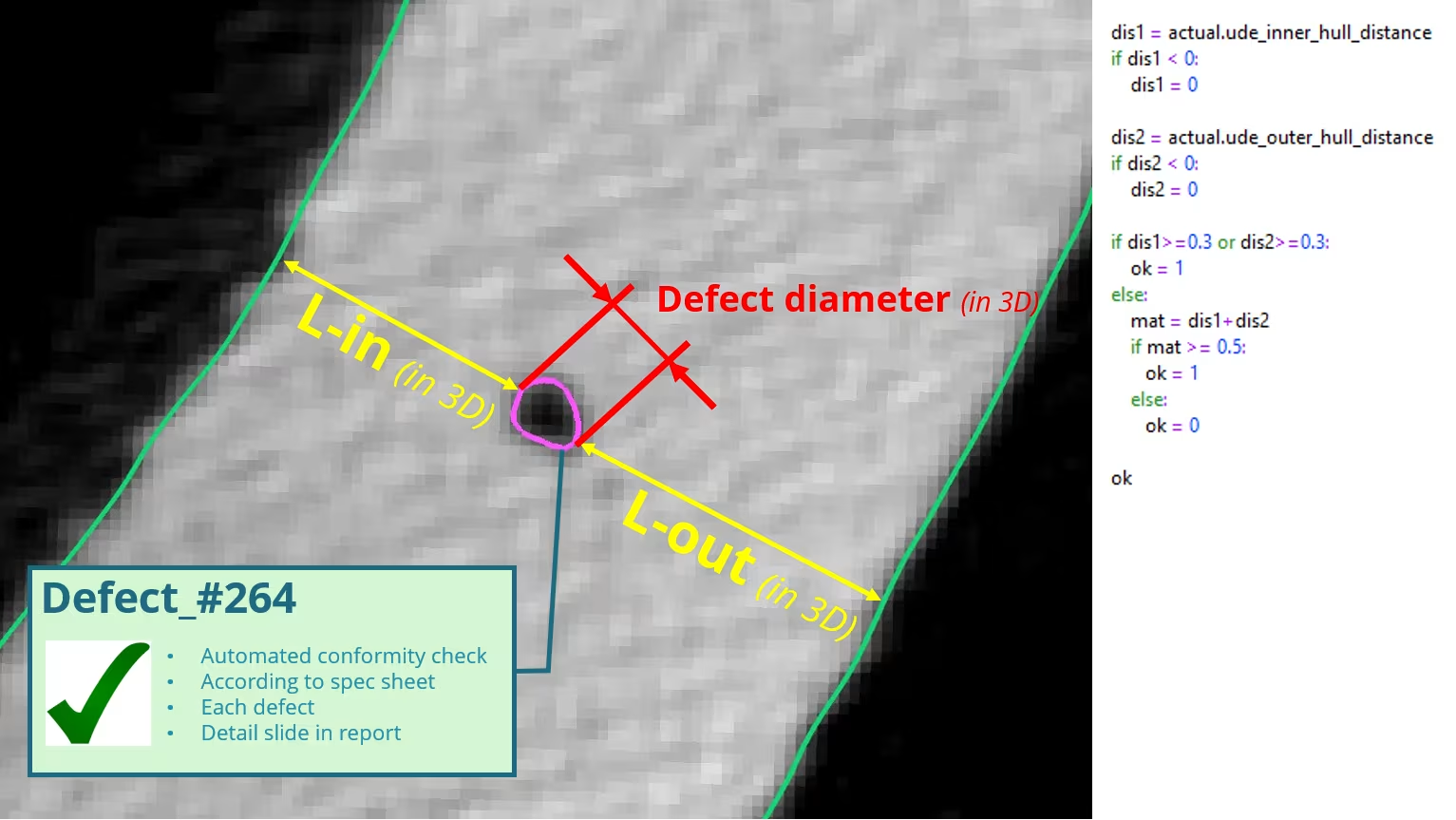
Voor deze specifieke manifold volstaat het niet om enkel de standaard defectmetingen te gebruiken. Volgens de productspecificaties moeten bijkomende parameters worden gecontroleerd om te garanderen dat aan de minimale wanddikte-eisen wordt voldaan.
Daarom worden, naast de reeds beschikbare defect diameter, ook twee extra afstanden berekend:
- De kleinste 3D-afstand tussen het defect en de binnenwand van de manifold
- De kleinste 3D-afstand tot de buitenwand
Op basis van deze gegevens kunnen regels worden toegepast om automatisch te evalueren of het materiaal rond het defect nog voldoende structurele integriteit biedt. Dit soort maatwerkcontroles vereist doorgaans aanvullende scripts of aangepaste workflows binnen de analyseomgeving.
Verdere rapportage van alle defecten
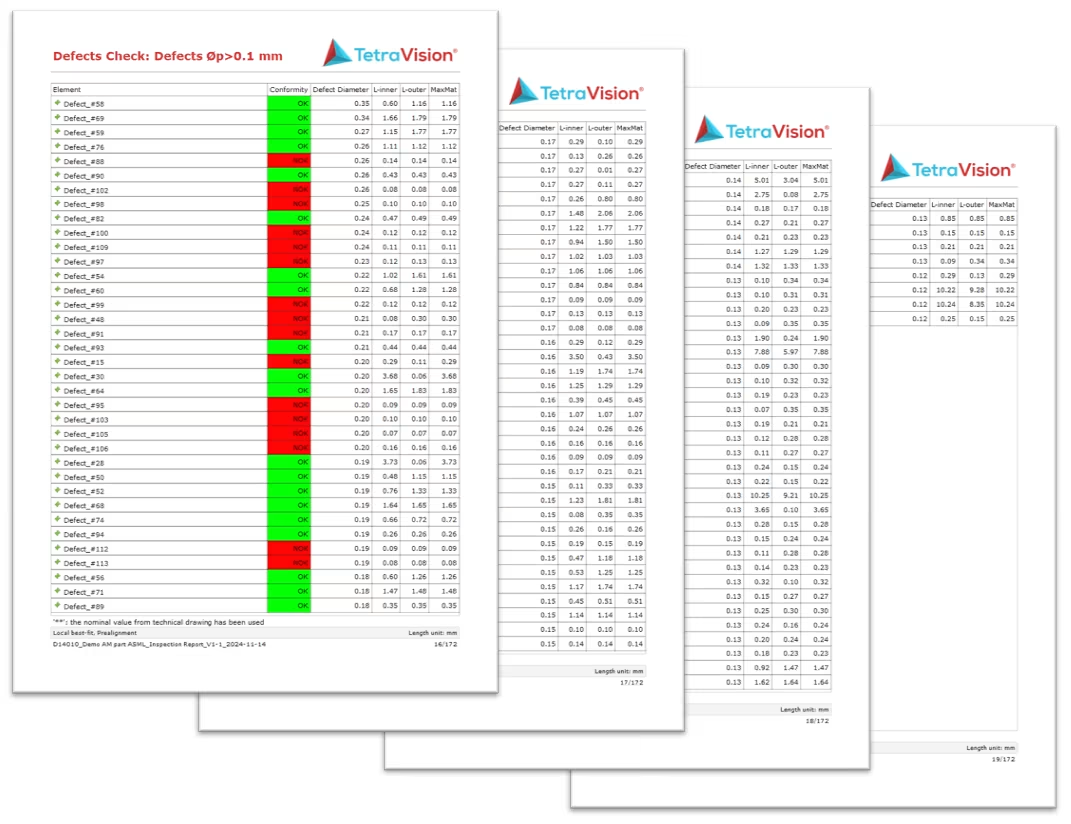
Vermits we alle mogelijke metingen van elk defect nu voorhanden hebben kunnen we ook automatisch bepaalde rapport pagina’s gaan genereren. Hieronder een voorbeeld van zo’n detail pagina van een defect dat volgens de specificaties als niet ok is bevonden.

De resultaten van alle 116 defecten kunnen we ook eenvoudig bundelen in aan overzichtstabel.
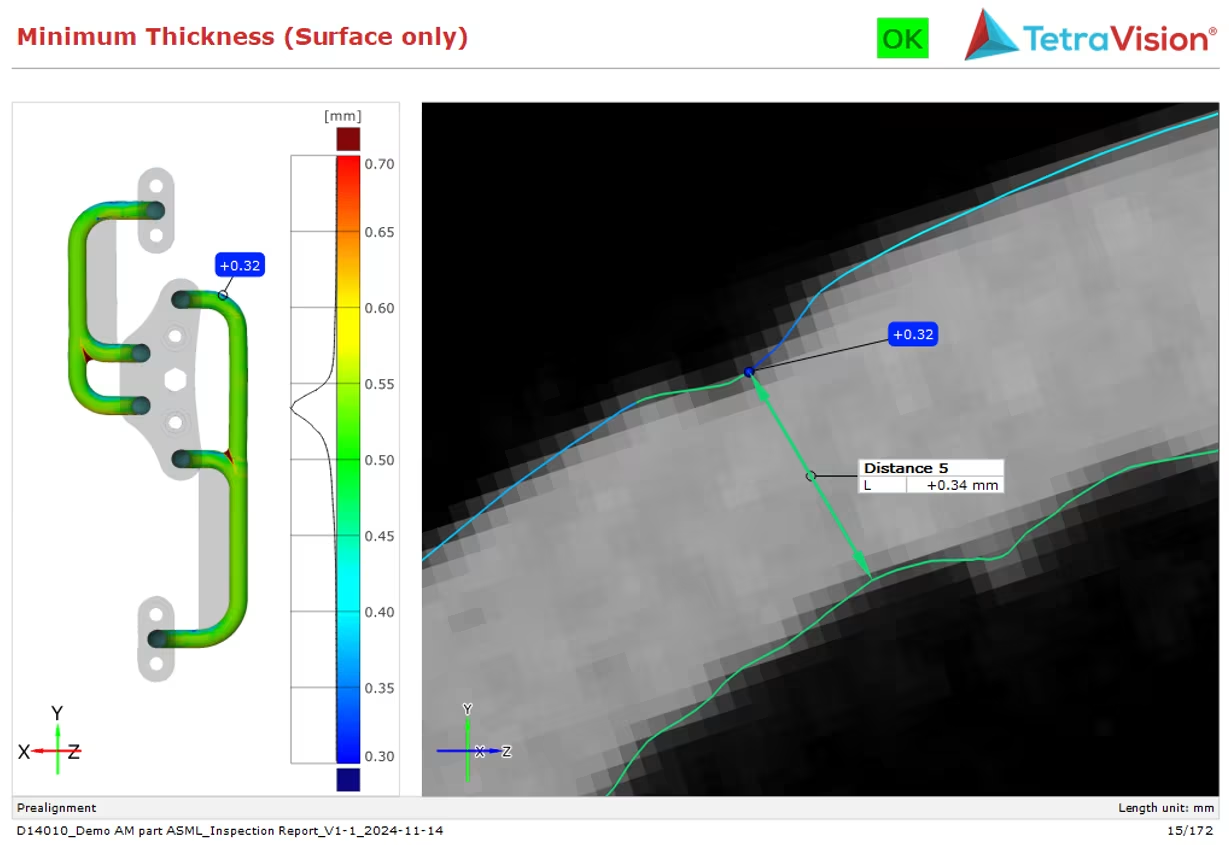
Overige wanddikte metingen
Voor de zones waar er geen defecten zijn is het nog steeds belangrijk om de wanddikte te controleren. Hiervoor wordt er een standaard wanddikteplot gemaakt tussen de binnen- en de buitenwand van de manifold. De minimum dikte wordt automatisch gevonden en we gaan hiervan ook een detailbeeld toevoegen aan de rapportage.
Dross of overtollig materiaal
Tot slot gaan we ook nog op een automatische manier kijken waar zich de grootste dross bevindt. Dit zijn in feite zeer lokale zones van overtollig materiaal. Het risico hier is dat dit zou kunnen loskomen bij het gebruik van de manifold en dat het in een ander deel van de machine voor problemen zou kunnen zorgen. Volgens de specificaties mag deze dross dus niet te groot worden.
We maken hiervoor een soort ruwheidsplot die lokaal de pieken en dalen van de binnenwand in kaart brengt. We kunnen dan hierop automatisch de grootste waarden aanduiden en mee opnemen in het meetrapport.

Een rapport pagina met een detailbeeld op basis van de CT data van diezelfde zone ziet er dan zo uit: